Кольцевые матрицы представляют собой вертикально функционирующие прессовые инструменты в форме кольца с отверстиями, распределенными по окружности или внешней поверхности, так называемые прессовые отверстия.
Рабочая ширина, также называемая шириной пробега, ограничена кромками для перемещения излишков материала
Кольцевая матрица
Кольцевая матрица
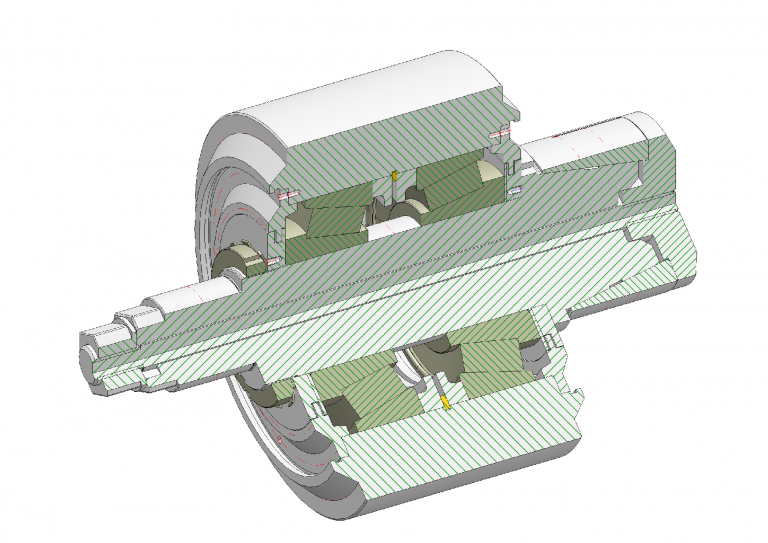
Определения
1- Контр-отверстие 2- Погружная глубина 3- Длина канала спрессовывания 4- Толщина стенки 5- Рабочая ширина 6- Диаметр отверстия-/ диаметр пеллет
Спрессовывающие отверстия могут быть изготовлены практически любой глубины.
Эти спрессовывающие отверстия обычно состоят из 3 участков:
Конус подачи: этот участок несет ответственность за предванительное сжатие материала также, как и за мягкое втягивание материала в спрессовывающее отверстие.
Пресс-канал определяет сжатие материала. С увеличением длины канала сжатие материала увеличивается
Зенковка определяет, в зависимости от конструкции (цилиндрической или конической), излом и поведение прессуемой детали внутри матрицы.
Вальцы:
Прессующие бегущие узлы расположенные в или на матрице обозначаются как вальцы
Вальцы различают с различными поверхностными структурами, такими как:
рифленые или перфорированные поверхностные структуры.
Рифленые вальцы, различаются по виду рифленной поверхности, такие как например - прямые ребристые, наклонно-гофрированный-левый-гофрированный, наклонно-гофрированный-правый, гофрированный в елочку, мелко-гофрированный или крупно-гофрированный.
Также перфорированные вальцы, различаются просто перфорированные, перфорированные / с зенковкой или конически префорированные
В зависимости от типа и применения выбор поверхности инструмента может повлиять на поведение прессования, а также на качество прессуемой детали.
Комплект вальцов состоит в основном из: обечайки, вала-оси вальца, подшипников, крышек вальца и мелких частей, таких как уплотнения, фиксирующих колец и т.д.
На примере кольцевого штамповочного пресса прижимные ролики расположены внутри штампа. Здесь подлежащий прессованию материал подается централизованно и за счет вращения матрицы проходит между чашей и матрицей. Фактическое прессование происходит в зоне прессования, то есть в зоне контакта между валком и матрицей, и готовая гранула выходит из матрицы на периферийной поверхности.