A gyűrűs szerszámok függőlegesen működő, gyűrű alakú présszerszámok, amelyeknek a kerülete vagy az oldalfelülete mentén elosztott furatok, úgynevezett présfuratok.
A munkaszélességet, más néven futószélességet a felesleges anyag elmozdítására szolgáló alávágások korlátozzák
gyűrűs kocka
gyűrűs kocka
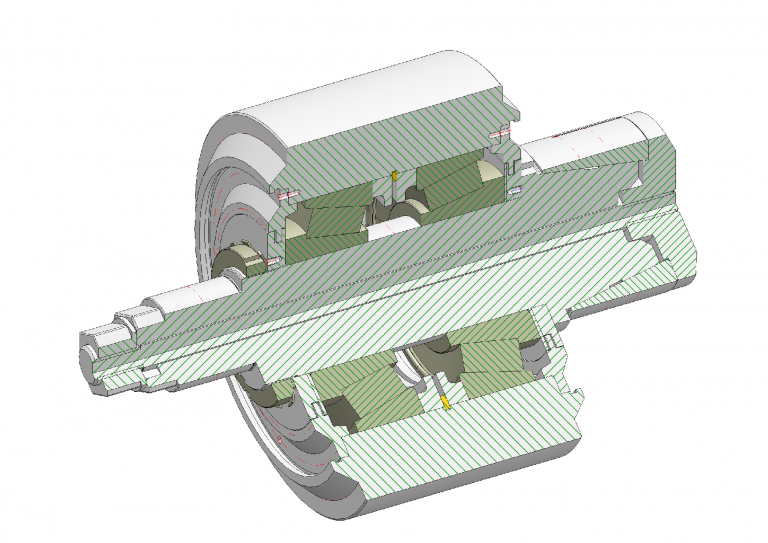
A kifejezések magyarázata
1- Ellenfurat 2- süllyedési mélység 3- nyomja meg a csatorna hosszát 4- falvastagság 5- munkaszélesség 6- furat/pellet átmérő
Préslyukak szinte bármilyen méretben készíthetők.
Ezek a présfuratok általában 3 területből állnak:
A betápláló kúp: ez felelős a préselendő anyag előtömörítéséért és a lágy anyag betáplálásáért a présfuratba.
A préscsatorna határozza meg a préselendő anyag tömörítését. A préselendő anyag összenyomódása a csatornahossz növekedésével nő
Kiviteltől függően (hengeres vagy kúpos) az ellenfurat meghatározza a préselt rész törési és vezetési viselkedését már a szerszám belsejében
tekercsek:
a szerszámban vagy a szerszámon futó présszerszámokat görgős görgőknek nevezzük.
A görgős görgők különböző felületi szerkezetekkel állnak rendelkezésre, mint például:
hullámos vagy perforált felületű szerkezetek.
A barázdált görgők a recézés módjában különböznek egymástól, például egyenes hornyú, Ferde-bal-bordás, ferdén bordázott-jobb, halszálkás, finoman bordázott vagy durván bordázott.
A perforált járom is különbözik egyszerűen perforált, perforált / süllyesztett vagy kúpos perforált.
Típustól és alkalmazástól függően a szerszám felületének kiválasztása befolyásolhatja a préselési viselkedést, valamint a préselt alkatrész minőségét.
A komplett görgős görgők lényegében a következőkből állnak: a görgőhüvely a görgőtengely csapágya a görgő takarja az apró alkatrészeket, például tömítéseket, távtartó gyűrűket stb.
A gyűrűs szerszámprés példájával a présgörgők a szerszám belsejében vannak elrendezve. Itt a préselendő anyag központilag betáplálásra kerül, és a szerszám forgása miatt a henger és a szerszám közé kerül. A tényleges préselés a préselési zónában, azaz a henger és a szerszám érintkezési területén történik, és a kész tömörítés a perifériás felületen hagyja el a szerszámot.